


















Распространенные дефекты сварных швов и их причины

Узнать, какие дефекты сварных швов существуют, помогут специалисты CEBORA. Мы расскажем о наиболее распространенных проблемах, причинах их появления и грозящей опасности.
Непровары
Основной дефект сварных швов и соединений. Он выражен в неполном сплавлении кромок и недостаточном заполнении ванны. Проблема появляется при быстрой сварке на малых токах и некорректной разделке поверхностей. Последняя обусловлена большими зазорами и отсутствием скосов.
Дополнительная причина непровара – загрязненность деталей. Обилие краски, масла и ржавчины исключают полноценное взаимодействие металла шва с заготовкой. Чтобы этого не произошло, нужно обезжиривать и зачищать поверхности.
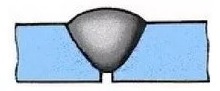
Рис. 1 Непровар
Подрезы
Наружный дефект сварного шва в виде канавок по краям. Они ослабляют узел, уменьшая эффективное сечение металла и создавая дополнительные очаги напряжений. В результате появляются трещины и деформированные участки.
Данный дефект сварных конструкций возникает из-за завышенного тока и слишком длинной дуги. Реже к нему приводит неправильное положение электрода и высокая скорость сварки.
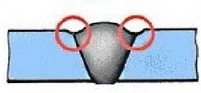
Рис. 2 Подрезы
Наплывы
Проблема, вызванная избыточным наплавлением металла на поверхность свариваемых деталей. Материал располагается поверх основного шва, не влияет на прочность соединения и качество провара. При этом ухудшается внешний вид, создаются очаги напряжений, и повышается уязвимость соединения к вибрациям.
Возникновение дефектов сварного шва обусловлено повышенным током, медленным перемещением и неправильным позиционированием электрода. Борьба с наплывами предполагает механическое удаление, что не всегда удобно ввиду положения узла и высокой прочности материала.
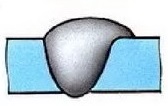
Рис. 3 Наплывы
Кратеры
Кратеры – дефекты сварных швов конструкций, представленные одним или несколькими углублениями. Они уменьшают сечение соединения, увеличивая риск его разрушения. Кроме того, снижаются эстетические качества узла, что критически важно для мебели, украшений и бытовых сооружений.
Причина возникновения кратеров – резкий обрыв дуги, возникающий при несоблюдении режима сварки и неисправности оборудования. В первом случае проблема встречается в конце шва, во втором – на любом из участков.
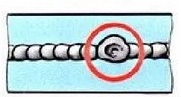
Рис. 4 Кратеры
Трещины
Наружные и внутренние дефекты шва. Первые поддаются визуальной диагностике, находятся на поверхности соединения. Они оказывают критическое влияние на прочность, исключают дальнейшую эксплуатацию конструкции.
Внутренние трещины сварного шва не видны. Для их обнаружения используют ультразвуковые установки или рентген. Такая проверка обязательна для ответственных соединений трубопроводов, нагруженных конструкций и опор станков.
Внутренние дефекты не менее опасны, чем внешние. Их обнаружение требует удаления шва и повторного сваривания компонентов.
К трещинам приводит избыточное содержание углерода и серы, резкое охлаждение после сварки и жесткое закрепление заготовок.

Рис. 5 Трещины
Поры
Поры – дефекты сварных швов, представленные хаотично расположенными пустотами. Они существенно снижают прочность соединения и ухудшают его эстетические показатели. Малое количество пор удаляется механически, большое – требует повторного сваривания деталей «с нуля».
Возникновение дефектов сварного шва провоцируют:
- отсутствие защитной среды;
- обилие влаги на поверхности свариваемых деталей;
- контакт металла шва с ржавчиной или маслом
При быстрой работе с MIG/MAG-аппаратами также появляются поры. В данном случае газовая среда не успевает защищать шов от губительного воздействия кислорода.
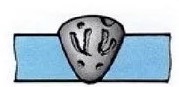
Рис. 6 Поры
Инородные включения
Шов может содержать посторонние элементы. Они представлены фрагментами шлака, окислов и вольфрама, присутствующими снаружи и изнутри. Во втором случае их обнаруживают неразрушающими методами контроля.
Размер дефектов сварных швов различается, но их наличие предполагает повторное формирование соединения. В противном случае вероятно снижение прочности, появление трещин и развитие коррозии.
К причинам появления инородных включений относят:
- плохую зачистку шва при сварке в несколько проходов;
- использование некачественных вольфрамовых электродов при TIG-сварке;
- неправильный подбор режима.
Также к включениям приводит сваривание ржавых деталей.

Рис. 7 Инородные включения
Несплавления
Проблема, возникающая при сварке соединения с двух сторон. Она выражена отсутствием сплавления в верхней и нижней части, приводящим к пустотам, снижению прочности и трещинам.
Причина дефектов сварного шва – большой зазор между деталями или недостаточный ток. Также возможны сложности в результате некорректной подачи проволоки и электрода. Недостаток выявляется ультразвуком или рентгеном.
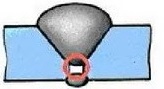
Рис. 8 Несплавления
Неравномерная форма шва
Формирование неравномерного сварного шва вероятно при некорректном подборе режима и положения электрода. Дефект характерен для начинающих сварщиков, актуален при работе с потолочными и вертикальными соединениями.
Неравномерные швы имеют сниженную прочность, требуют дополнительной механической обработки, не подходят для ответственных конструкций и узлов с повышенными требованиями к эстетике. Кроме того, у них возможны проблемы с герметичностью.
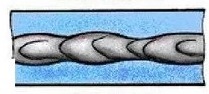
Рис. 9 Неравномерная форма шва
Свищи
Свищи представлены полостями и каналами в теле шва. Их причина – низкая пластичность металла, появление закалочных структур и напряжений от неравномерного нагрева.
Швы со свищами не герметичны, не подходят для соединения труб и прочих элементов сетей, транспортирующих жидкие среды.

Рис. 10 Свищи
Перегрев металла
Дефект сварного шва, вызванный избыточным температурным воздействием и завышенным током. В результате вероятно снижение ударной вязкости, прочностных характеристик и охрупчивание околошовной зоны.
Перегрев не всегда выявляется визуально. Металл может изменить структуру, но внешне остаться таким же. Выявить проблему помогут неразрушающие методы контроля.

Рис. 11 Перегрев металла
Прожоги
Сквозные дефекты сварного соединения в виде отверстий произвольной формы. Они не только портят эстетику, но и вызывают проблемы с герметичностью. Также вероятны сложности при механической обработке и окрашивании.
Оставлять шов с прожогом не стоит даже для малоответственных конструкций. В проем попадет влага, приводящая к коррозии, плесени и развитию патогенной микрофлоры.
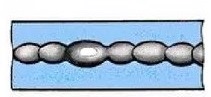
Рис. 12 Прожог
Избежать большинства проблем помогут сварочные аппараты CEBORA. Они поддерживают синергетическое управление, предусматривающее автоматическую подстройку характеристик при изменении одной из них. В результате снижается риск некорректного подбора режима и связанных с этим дефектов.
Выбрать аппараты для MMA, TIG и MIG/MAG-сварки можно в нашем каталоге. Мы гарантируем:
- Помощь в подборе. Содействие в выборе оборудования оказывают штатные консультанты. Они информируют о параметрах доступных решений, предлагают подходящие варианты для производств, автосервисов и домашних мастерских.
- Реализацию качественной продукции. В продаже только сертифицированные товары. Техника соответствует требованиям надежности и безопасности, сопровождается полным набором документов. Она обеспечит высокую эффективность труда и минимальный риск травм.
- Полноценный сервис. Компания располагает собственными сервисными центрами. В них производится ремонт и обслуживание аппаратов с использованием оригинальных запчастей и расходных материалов.
- Бесплатную доставку по России. Оплаченное оборудование доставляется по России бесплатно с использованием проверенных транспортных компаний.
Мы работаем с любыми покупателями, поставляем все необходимое для организации и модернизации производства. Чтобы оформить заявку на покупку подходящей техники, свяжитесь с нашими менеджерами любым удобным способом.