


















Способы сварки нержавейки
В строительстве и на производстве очень часто сваривают изделия из нержавеющей стали, но к процессу подходят со всей серьезностью и применяют специализированное оборудование. Если к прочности шва предъявляются жесткие требования, инверторы РДС оставляют в стороне, задействуют полуавтоматы или аргонодуговую сварку. Все дело в особенностях металла. При плавлении нержавейка активно взаимодействует с кислородом, что негативно отражается на качестве шва, повышает пористость, ведет к образованию трещин. Еще возможно выгорание легирующих элементов, тогда в области шва сталь теряет антикоррозионные свойства, со временем попросту проявляется коррозия. Плюс значительное линейное расширение при термическом воздействии. Это приводит к деформации изделий во время сварки и растяжению шва, соответственно, снижению его прочности. Поэтому к работе с нержавейкой всегда придерживаются особого подхода.
Сварка при помощи аппарата MMA
 В домашних условиях, если достаточно и среднего качества шва, нужно выполнить несложную сварочную задачу, мелкий ремонт, вполне подойдет обычный инвертор MMA (ручной дуговой сварки). Только понадобятся специальные электроды с обмазкой, которая будет защищать область плавления нержавейки от негативного воздействия внешней среды. Для стандартной ручной дуговой сварки нержавеющей стали используют электроды марок ОЗЛ-6 и 8, ЦЛ-11, НЖ-13.
В домашних условиях, если достаточно и среднего качества шва, нужно выполнить несложную сварочную задачу, мелкий ремонт, вполне подойдет обычный инвертор MMA (ручной дуговой сварки). Только понадобятся специальные электроды с обмазкой, которая будет защищать область плавления нержавейки от негативного воздействия внешней среды. Для стандартной ручной дуговой сварки нержавеющей стали используют электроды марок ОЗЛ-6 и 8, ЦЛ-11, НЖ-13.
Электрод ведут под наклоном, удерживают один угол и одно расстояние от электрода до свариваемых изделий, как правило, 3–5 мм. Для изделий небольшой толщины достаточно одного прохода. Если заготовки толстые, шов формируют в несколько проходов, после каждого отбивают шлак.
Сварка инвертором MMA несложная и недорогая, именно с нее начинают новички. Но она не подходит, если к соединению нержавеющих изделий предъявляются строгие требования. На производстве применяют полуавтоматические и аргонодуговые аппараты.
Качественная сварка полуавтоматом
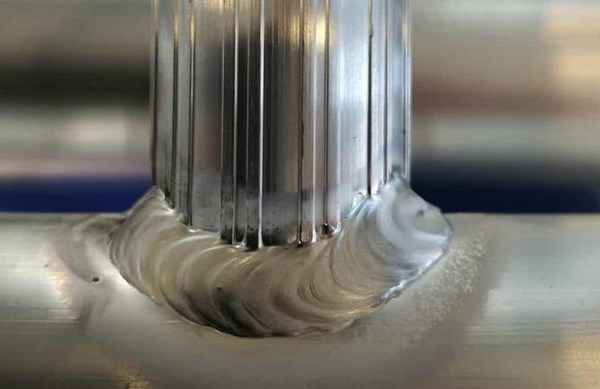
Профессиональное качество шва при работе с изделиями из нержавеющей стали получают при использовании полуавтоматической сварки – MIG/MAG. Она включает в себя источник тока (современный вариант – многофункциональный инверторный) с устройством автоматической подачи проволоки, кабели массы и горелки, газовый шланг, редуктор, проволоку, которая применяется вместо традиционного электрода, и обязательно баллон с инертным (MIG) или активным (MAG) газом. При формировании шва проволока плавится, при этом автоматически поступает с определенной скоростью, позволяя сварщику длительное время работать без остановки, насколько позволяет ПВ источника. И обязательно во время формирования шва плавящийся металл закрывает газовый купол. Он изолирует расплав от воздуха, способствует формированию прочного, аккуратного шва.
Сегодня пользуются спросом полуавтоматические аппараты для сварки нержавейки с микропроцессорным управлением, многофункциональные. Их преимущества:
- Быстрая настройка параметров сварки выбором определенной программы, исходя из типа металла и толщины, интуитивно понятное управление;
- Качественная и быстрая импульсная сварка;
- Функции, улучшающие и упрощающие сварочный процесс;
- Наличие яркого цветного дисплея;
- Низкое энергопотребление при высокой мощности.
Проволоку используют нержавеющую, диаметром 0.8–1.6 мм, в зависимости от толщины свариваемой нержавейки. Например, для заготовок толщиной 2 мм подходит проволока диаметром 1.2 мм, 3–5 мм – 1.2–1.6 мм. Ток выбирают так же, в зависимости от толщины металла. Нержавейку 1.5–2 мм варят обычно током 80–160 А.
Многофункциональный источник тока полуавтомат, защитный газ, нержавеющий присадочный материал, опыт сварщика – все это позволяет получать высокопрочные, высококачественные швы без каких-либо дефектов, выполнять производственные сварочные задачи любой сложности.
Применение аргонодугового оборудования
Профессионалы варят нержавейку также аргонодуговым оборудованием (TIG), не менее качественно, чем полуавтоматическим. В особенности изделия небольших толщин.
Оборудование включает в себя источник тока, кабели и шланги, редуктор, баллон с газом аргоном. Сварку выполняют неплавящимся вольфрамовым электродом, с применением стальной проволоки, вот только ее подают вручную. Купол, защищающий расплавляемый металл, образует аргон, который под давлением подается на горелку, а затем уже в зону сваривания.
Варят постоянным током обратной полярности. Электрод ведут справа налево, под небольшим наклоном. Зазор между ним и изделием 5 мм. При толщине стали 1 мм устанавливают силу тока 30–40 А, используют вольфрамовый электрод диаметром 1.6 мм. Толщина 1.5 мм – 45–55 А, электрод 2.3 мм, 2 мм – 60–80 А, электрод такой же, 2.3 мм.
Для формирования прочного, аккуратного шва рекомендуем многофункциональный инверторный источник тока. Компактный, потребляет мало энергии, устойчив к перепадам напряжения, легко и быстро настраивается.
Вы можете купить сварочные аппараты аргонодуговой сварки не только мощные трехфазные, но и однофазные, которые можно подключать к бытовой сети 220 В. Доступны модели с максимальным током 180, 200, 220, 250, 340, 450 А и больше, поддерживающие режимы импульсной сварки, точный и быстрый поджиг дуги, полезные функции, с цветным дисплеем и понятным управлением.
В заключение отметим, что обычный способ с применением инвертора РДС хорош для небольших работ дома, полуавтоматы применяют для решения объемных промышленных задач, аргонодуговые аппараты тоже используются на производстве, хорошо себя зарекомендовали для сварки нержавеющих изделий малых толщин. Идеальное решение в любом случае – это многофункциональные синергетические аппараты.