
- Станки (порталы) ЧПУ для плазменного раскроя
- Плазморезы со встроенным компрессором: до 25 мм
- Плазморезы (аппараты плазменной резки): 5-180А
- Промышленные источники плазменной резки: 120-420А
- TIG аргонодуговые сварочные аппараты
- MIG/MAG сварочные полуавтоматы
- Источники TIG, TIG-Plasma, MIG/MAG сварки для ЧПУ и роботов
- MMA сварочные инверторы
- Споттеры
- Сварочные горелки MIG, TIG
- Расходные материалы для плазморезов
- Резаки для плазморезов
- Аксессуары и дополнительный функционал
- Расходные материалы для MIG горелок
- Расходные материалы для TIG горелок
- Сварочная проволока 4043, 5356, 308LSi
- Универсальные сварочные аппараты
- Сварочные аппараты 220 В
- Сварочные аппараты 380 В
- Сварочные аппараты 180 А
- Сварочные аппараты 160 А
- Сварочные аппараты 200 А













Cebora KINGSTAR 400 TS ROBOT

Cebora KingStar 400 Robot, представляет собой источник питания, для сварки в режиме MIG/MAG с помощью роботизированного комплекса. Предназначен для сварки конструкционных сталей и алюминия в диапазоне тока от 10 до 400 А, в тяжёлом машиностроении, производстве металлоконструкций, изготовлении емкостей и резервуаров, транспортном машиностроении и др.
- Интерфейсы: CANopen, PROFIBUS, Devicenet ,EtherCAT, EtherNet/IP, PROFINET
- Процессы: 3D MIG Pulse, Pulse, Pulse HD, Double Pulse, Root, SRS,
- Полноценный процесс TIG DC Lift (TIG XP, APC,EVO START).
- Сварочный ток: 10-400А.
- Диаметр проволоки: 0.8 - 1.6 мм.
- Синергетическое управление.
- Меню на русском языке.
- Программы для: нержавейки, стали, пайка меди, алюминия, сплавов.
- LCD-тачскрин (резистивный). Интуитивно понятное управление. Настройка в 2-3 клика.
- Питание: 380 В.
- ПВ 100% 340А. ПВ 60% 370А при 40 Сo
- Web-интерфейс.
- Соответствует промышленности 4.0
- Промышленный класс.
- Вес: 120 кг.
- Выездная гарантия: 24 месяца
- Срок службы 10 лет.


- Описание
- Характеристики
- Комплектация
- Видео
- Комплектующие
- Опции
- Блок охлаждения
- Документы
-
Описание
Сварочные процессы:
Сварочный комплекс Cebora KINGSTAR 400 TS ROBOT купить с доставкой по России
Cebora KingStar 400 Robot – источник питания для роботизированных сварочных постов. Он обеспечивает стабильную работу в режиме MIG/MAG, имеет эргономичную панель управления и широкую вариативность настройки. Техника относится к промышленному классу, соответствует стандарту «индустрия 4.0», отличается простотой транспортировки и интеграции.
Совместимые материалы
Купить источник питания Cebora KingStar 400 Robot стоит для сварки конструкционных и легированных сталей, меди и алюминия. Устройство способствует решению многих производственных задач:
- Сварка радиаторов отопительных и охлаждающих систем.
- Изготовление герметичных емкостей промышленного назначения.
- Сборка металлоконструкций.
- Производство компонентов транспортных средств.
- Выпуск металлокаркасов для мебели и малых архитектурных форм.
Модель подходит для ремонтных работ и процедур по модернизации.
Технические особенности аппарата
Источник питания для полуавтоматической сварки обладает множеством особенностей:
- Высокая эффективность. Продолжительность включения аппарата при 340 А и 40 градусах достигает 100%. При 370 А показатель снижается до 60%. Это обеспечивает длительную сварку на высоких токах, актуальную для большинства производств.
- Обилие режимов. Устройство поддерживает работу в рамках 3D MIG Pulse, Pulse, Pulse HD и Double Pulse. Режимы обеспечивают чередование импульсов, улучшают контроль дуги и зоны термического воздействия. Они существенно снижают риск прожогов, деформаций и наплывов.
- Полноценная аргонодуговая сварка. Для работы с цветными металлами предусмотрен отдельный процесс: TIG DC Lift. Он включает TIG XP, APC и EVO START, обеспечивает контактное зажигание дуги, комфортную подачу присадки и высокое качество шва.
- Поддержка современных интерфейсов. Упростить интеграцию источника для сварки металла помогает расширенная поддержка современных способов взаимодействия. Аппарат работает с интерфейсами CANopen, PROFIBUS, EtherNet/IP, PROFINET, Devicenet и EtherCAT, совместим с производствами различной степени оснащенности.
Источник поддерживает синергетическое управление, позволяет произвести настройку по одному показателю. Остальные адаптируются автоматически. Возможность особенно важна для мастеров с малым опытом.
Преимущества реализуемого оборудования
Мы предлагаем купить источник питания для роботизированной сварки, обладающий множеством плюсов:
- Резистивный сенсорный экран. Управлять устройством помогает сенсорный дисплей. Он расположен в лицевой части источника, поддерживает работу в перчатках. Экран имеет диагональ 7 дюймов и широкие углы обзора, защищен от температурного и механического воздействия. Навигацию в меню облегчает русская локализация.
- Соответствие стандарту IEC 61000-3-12. Модель имеет выверенную оптимизацию в части поглощения энергии, демонстрирует умеренное потребление при неизменно высокой эффективности.
- Возможность дистанционного управления. Удаленное взаимодействие с оборудованием возможно через проводную выносную панель, Android-планшет с фирменным ПО и компьютер на базе Windows. Соединение устанавливается посредством Wi-Fi и Ethernet-кабеля.
- Работа со съемными носителями. Устройство содержит 2 USB-порта. С их помощью сохраняются пресеты настроек, производится обновление системы, и выполняются прочие действия.
- SRS. Снизить количество налипающих брызг позволяет система SRS. Она способствует равномерному горению дуги, минимизирует количество выделяемого тепла и разлет расплавленного металла. Система сохраняет эффективность даже при работе с тонкими нержавеющими пластинами.
- Обилие периферии. Вместе с источником для сварочных работ поставляются вспомогательные модули. Они представлены комплектами для регулировки расхода газа, наборами датчиков, приводными механизмами и модулями аварийного отключения. Также в продаже аналитические блоки, отслеживающие соблюдение выбранного режима сварки.
Техника комплектуется кабелем заземления сечением 70 мм2 при длине в 3,5 м. Предусмотрена автоматизированная калибровка и двухуровневая функция MIG upgrade. Для установки блока охлаждения выделено отдельное место, упрощающее его подключение и пусконаладку.
Модель имеет легкосъемную решетку системы охлаждения, содержит рым-болты в верхней части для удобства транспортировки. Заявленный эксплуатационный ресурс составляет 10 лет, гарантия от производителя – 2 года.
Приобретение сертифицированного оборудования от производителя
Мы предлагаем купить источники для сварки MIG/MAG, адаптированные под отечественные предприятия. Заказчик получает сертифицированную технику итальянского производства и ряд сопутствующих преимуществ:
- Гарантия качества. Продукция поставляется в заводской упаковке, сопровождается набором документов и аксессуаров. Она готова к незамедлительному вводу в эксплуатацию и интенсивному использованию.
- Фирменный сервис. К услугам покупателей полноценное обслуживание и ремонт. Компания располагает собственными сервисными центрами и всеми необходимыми запчастями. Это гарантирует оперативное решение задач без ущерба для качества.
- Прозрачные цены. Стоимость сварочных источников указана на сайте, уточняется при оформлении заказа. Клиент не оплачивает сторонние сборы, получает оборудование без дополнительных условий.
- Профессиональный подбор. Помощь в приобретении техники оказывают опытные специалисты. Они информируют о параметрах устройств, подбирают решения для роботизированных систем предприятия.
Покупка сварочного оборудования CEBORA – выбор в пользу эффективности, надежности и безопасности. Устройства на практике доказали высокие эксплуатационные качества, является прекрасным решением для современного производства.
-
Характеристики
Бренд Cebora Тип Роботизированный источник ?РазмерГабаритные размеры (мм). Габаритные размеры определяют компактность и мобильность устройства. Соответственно, чем они меньше, тем меньше места будет занимать сварочный аппарат, и тем удобней будет с ним передвигаться при работе.588х1120х1380 ?Срок службыСрок службы (лет). Данный параметр указывает на гарантированный период эксплуатации устройства, который подтвержден заводом изготовителем.10 лет Страна производства Италия ?Класс изоляцииКласс изоляции. Данный параметр характеризует максимальный предел стойкости материалов при нагреве внутри сварочного аппарата. Всего представлено 7 классов изоляции. Минимальный Y – 90 °С (изоляция из хлопка, целлюлозы, шелка), максимальный С – более 180F Питание 380 В ?ВесВес (кг). Вес сварочного аппарата часто определяет работы, которые с его помощью можно выполнять. Если легкие аппараты можно переносить с места на место, то более тяжелые модели требуют стационарного расположения.120 кг ?Класс защитыСтепень защиты (IP). Этот параметр указывает на степень защищенности сварочного аппарата от воздействия внешних факторов.IP 23S Предохранитель с задержкой срабатывания 20А ?Потребляемая мощность 100%Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.18,8 кВт ?Потребляемая мощность 60%Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.16,4 кВт ?Потребляемая мощность 40%Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.14,2 кВт Pulse Да Double Pulse Да Размер катушки Ø 300 mm/15 kg Проволока 0,6 - 1,6 мм Тип проволоки 0,8/0,9/1,0/1,2/1,6 Fe Тип проволоки 0,8/0,9/1,0/1,2 Cu-Si 3% Тип проволоки 0,8/1,0/1,2/1,6 Cu-Al8 (AlBz8) Тип проволоки 1,2/1,6 Cored Тип проволоки 0,9/1,0/1,2/1,6 Al Тип проволоки 0,8/0,9/1,0/1,2/1,6 Inox Диаметр электрода 1,5-6,0 мм Интернет доступ Да Диапазон регулировки тока 10-400 А ПВ 100% при 40°C 340А ПВ 60% при 40°C 370А ПВ 40% при 40°C 400А -
Комплектация
-
Видео
-
Комплектующие
 Рассрочка 0/0/12
Рассрочка 0/0/12") Быстрый просмотрДостаточноАртикул: 428.05165 000 ₽/штс учетом НДС 22%
Быстрый просмотрДостаточноАртикул: 428.05165 000 ₽/штс учетом НДС 22%") Быстрый просмотрДостаточноАртикул: 206322 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрДостаточноАртикул: 206322 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.04165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.04165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.03165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.03165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.02165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.02165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.01165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.01165 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 448110 000 ₽/штс учетом НДС 22%
Быстрый просмотрМногоАртикул: 448110 000 ₽/штс учетом НДС 22%") Быстрый просмотр
Быстрый просмотр") Быстрый просмотр
Быстрый просмотр") Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12") Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12") Быстрый просмотр
Быстрый просмотр") Быстрый просмотрМногоАртикул: 206522 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
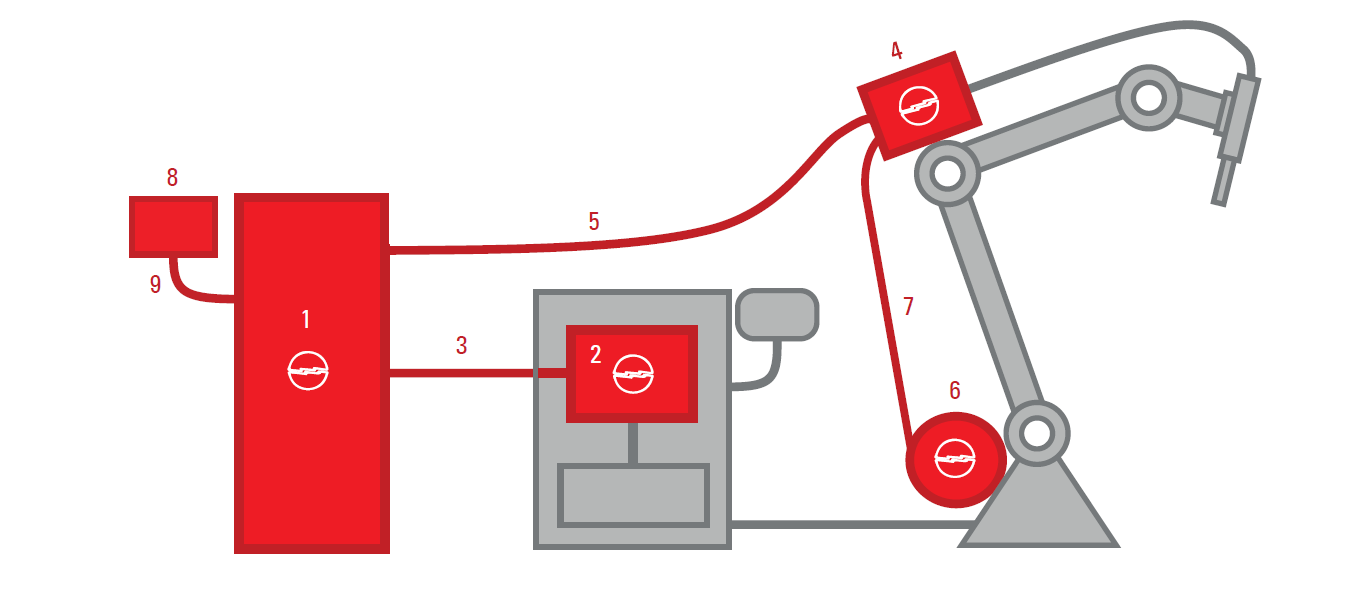
Быстрый просмотрМногоАртикул: 206522 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12, 10м (№5 по схеме для роботов)") Быстрый просмотрМногоАртикул: 2061.10170 720 ₽ /шт176 000 ₽с учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 2061.10170 720 ₽ /шт176 000 ₽с учетом НДС 22%Рассрочка 0/0/12, 5 м (№5 по схеме для роботов)") Быстрый просмотрМногоАртикул: 2061117 370 ₽ /шт121 000 ₽с учетом НДС 22%
Быстрый просмотрМногоАртикул: 2061117 370 ₽ /шт121 000 ₽с учетом НДС 22% Быстрый просмотр
Быстрый просмотр -
Комплектующие
 Быстрый просмотрДостаточноАртикул: 205418 700 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрДостаточноАртикул: 205418 700 ₽/штс учетом НДС 22%Рассрочка 0/0/12 Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотр
Быстрый просмотр Быстрый просмотр
Быстрый просмотр Быстрый просмотр
Быстрый просмотрРассрочка 0/0/12
Быстрый просмотр
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотр
Быстрый просмотр Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотр
Быстрый просмотр -
Комплектующие Рассрочка 0/0/12
 Быстрый просмотр
Быстрый просмотр -
Документы
Документы
Каталог автоматизированных систем KINGSTAR Размер: 1,1 мб