
- Станки (порталы) ЧПУ для плазменного раскроя
- Плазморезы со встроенным компрессором: до 25 мм
- Плазморезы (аппараты плазменной резки): 5-180А
- Промышленные источники плазменной резки: 120-420А
- TIG аргонодуговые сварочные аппараты
- MIG/MAG сварочные полуавтоматы
- Источники TIG, TIG-Plasma, MIG/MAG сварки для ЧПУ и роботов
- MMA сварочные инверторы
- Споттеры
- Сварочные горелки MIG, TIG
- Расходные материалы для плазморезов
- Резаки для плазморезов
- Аксессуары и дополнительный функционал
- Расходные материалы для MIG горелок
- Расходные материалы для TIG горелок
- Сварочная проволока 4043, 5356, 308LSi
- Универсальные сварочные аппараты
- Сварочные аппараты 220 В
- Сварочные аппараты 380 В
- Сварочные аппараты 180 А
- Сварочные аппараты 160 А
- Сварочные аппараты 200 А













Cebora KINGSTAR 520 TS ROBOT

Cebora KingStar 520 Robot, представляет собой источник питания, для сварки в режиме MIG/MAG с помощью роботизированного комплекса. Предназначен для сварки конструкционных сталей и алюминия в диапазоне тока от 10 до 520 А, в тяжёлом машиностроении, производстве металлоконструкций, изготовлении емкостей и резервуаров, транспортном машиностроении и др.
- Интерфейсы: CANopen, PROFIBUS, Devicenet ,EtherCAT, EtherNet/IP, PROFINET
- Процессы: 3D MIG Pulse, Pulse, Pulse HD, Double Pulse, Root, SRS,
- Полноценный процесс TIG DC Lift (TIG XP, APC,EVO START).
- 29 типов сварочной проволоки в режиме Synergic!
- Сварочный ток: 10-520А.
- Напряжение холостого хода: 65В
- Диаметр проволоки: 0.8 - 1.6 мм.
- Меню на русском языке.
- Синергетическое и ручное управление.
- Программы для: нержавейки, стали, пайка меди, алюминия, сплавов.
- LCD-тачскрин (резистивный). Интуитивно понятное управление. Настройка в 2-3 клика.
- ПВ 100% 440А. ПВ 60% 470А при 40 Сo
- Питание: 380 V 50/60 Hz +15% / -20%
- Web-интерфейс.
- Соответствует промышленности 4.0
- Промышленный класс.
- Вес: 120 кг
- Выездная гарантия: 24 месяца.
- Срок службы 15 лет.


- Описание
- Характеристики
- Комплектация
- Видео
- Комплектующие
- Опции
- Документы
-
Описание
Cebora KINGSTAR 520 TS ROBOT
KINGSTAR 520 TS ROBOT – источник питания для роботизированных сварочных постов. Модель отличает высокая автоматизация, простота интеграции и значительный эксплуатационный ресурс. Она является прекрасным решением для современного производства, гарантирует неизменное качество шва и рациональный расход материала.
Специфика использования
Купить сварочный источник 520-й линейки стоит для решения многих задач:
- сборка транспортных средств, станков и прочей технологичной продукции;
- изготовление герметичных емкостей;
- серийный выпуск металлоконструкций;
- проведение работ по ремонту и модернизации.
Оборудование поддерживает ключевые интерфейсы: CANopen, PROFIBUS, EtherNet/IP, PROFINET, Devicenet и EtherCAT. Это расширяет возможности подключения, настройки и управления.
Специфика модели
Источник для сварки обладает рядом отличительных особенностей:
- Облегченный механизм подачи проволоки. Модель снабжена механизмом с 4 роликами в легком алюминиевом корпусе. Он обеспечивает равномерную подачу материала, работает с проволокой диаметром от 0,8 до 1,6 мм. Плавный ход элементов исключает закусывания, рывки и прочие неудобства.
- Два типа управления. Сварщику доступна ручная и синергетическая настройка. Первая проводится по стандартной схеме, предполагает работу с ключевыми показателями. Во втором случае изменяется один параметр, остальные аппарат корректирует сам.
- Обилие режимов. Выполнять работы можно разными способами. В частности присутствует множество режимов, посвященных точечной сварке: 3D MIG Pulse, Pulse, Pulse HD и Double Pulse. Контактное зажигание дуги облегчает функция EVO ST.
- Сокращение издержек на обработку. Наличие алгоритма SRS снижает тепловыделение и разбрызгивание металла, улучшает контроль дуги и сварочной ванны. Мастер получает качественный шов, требующий минимальной доработки.
Источник питания для автоматической сварки поддерживает настройку тока в диапазоне 10 – 520 А, имеет продолжительность включения в 100% при 440 А и 40 градусах. Заявленный эксплуатационный ресурс составляет 15 лет, гарантия от производителя – 2 года.
Ключевые преимущества
Мы предлагаем купить сварочный источник питания, обладающие множеством плюсов:
- Вариативность использования. Техника подходит для работы с алюминием, медью, конструкционной и легированной сталью. Она позволяет адаптировать производство под различный прокат, способна быстро переключаться между материалами.
- Сенсорный экран. Управление установкой реализовано через 7-дюймовый резистивный дисплей. Он выдает монохромное изображение, читаемое при любом освещении, поддерживает контакт в перчатках.
- Полная русификация. Упростить взаимодействие с устройством позволяет поддержка русского языка. Он присутствует в сопроводительной документации и меню управления, является частью мультиязыкового пакета.
- «Индустрия 4.0». Модель соответствует требованиям прогрессивных производственных стандартов. Ее можно подключить к веб-серверам, настроить через смартфон и адаптировать к работе с прочими устройствами. Кроме того, поддерживается самодиагностика, резервное копирование, сбор и отправка статистики.
- Наличие USB-портов. Устройство содержит 2 порта USB. С их помощью можно подключить периферию и накопители. Последние востребованы при обновлении прошивки, скачивании статистических данных и загрузке пресетов.
- Возможность установить охлаждающий блок. Оборудование содержит место для установки блока охлаждения. Он обеспечивает качественный отвод тепла при работе на высоких токах, способствует стабильному функционированию аппарата на нагруженных участках.
- Дистанционный контроль. Использование фирменного ПО расширяет возможности оператора. Он получает доступ к удаленной настройке с использованием планшета, ноутбука и прочих устройств, подключенных к сети.
Источник для сварки KINGSTAR 520 TS ROBOT снабжен быстросъемной защитной решеткой, имеет цифровой амперметр и вольтметр. Погрешность приборов не превышает 1%.
Покупка оборудования от проверенного поставщика
Купить источник для сварки MIG/MAG поможет компания CEBORA. Мы предлагаем оригинальное оборудование итальянского производства. Техника поставляется в заводской упаковке, сопровождается набором документов, адаптирована к использованию в сложных условиях.
Наши покупатели получают следующие преимущества:
- Квалифицированный подбор. Содействие в выборе оборудования оказывают опытные консультанты. Они предлагают решения с учетом особенностей производства, нужд заказчика и требований к швам. Это позволяет организовать слаженный рабочий процесс, модернизировать имеющиеся и создать новые посты.
- Полноценное обслуживание. Компания располагает сетью сервисных центров. В них происходит ремонт и обслуживание аппаратов, проводятся процедуры по установке дополнительных блоков.
- Доставка по РФ. Оплаченная продукция отправляется в любую точку России. Товар доставляется ведущими перевозчиками, имеет надежную упаковку.
- Прямое сотрудничество. Компания взаимодействует с покупателями без посредников. Мы является официальным представителем CEBORA в России, реализуем продукцию по рекомендованной цене.
- Богатый ассортимент. В наличии не только комплектные аппараты, но и периферия для них. Изделия обеспечат качественное обустройство цеха, помогут создать единое рабочее пространство с другими продуктами CEBORA.
Мы оказываем всестороннюю помощь в эксплуатации оборудования. Наши специалисты информируют об уходе и настройке, содействуют в обучении штатного персонала.
Чтобы приобрести технику на выгодных условиях, обратитесь к консультантам или воспользуйтесь функционалом сайта.
-
Характеристики
Бренд Cebora Тип Роботизированный источник ?РазмерГабаритные размеры (мм). Габаритные размеры определяют компактность и мобильность устройства. Соответственно, чем они меньше, тем меньше места будет занимать сварочный аппарат, и тем удобней будет с ним передвигаться при работе.588х1120х1380 ?Срок службыСрок службы (лет). Данный параметр указывает на гарантированный период эксплуатации устройства, который подтвержден заводом изготовителем.10 лет Страна производства Италия ?Класс изоляцииКласс изоляции. Данный параметр характеризует максимальный предел стойкости материалов при нагреве внутри сварочного аппарата. Всего представлено 7 классов изоляции. Минимальный Y – 90 °С (изоляция из хлопка, целлюлозы, шелка), максимальный С – более 180F Питание 380 В ?ВесВес (кг). Вес сварочного аппарата часто определяет работы, которые с его помощью можно выполнять. Если легкие аппараты можно переносить с места на место, то более тяжелые модели требуют стационарного расположения.130 кг ?Класс защитыСтепень защиты (IP). Этот параметр указывает на степень защищенности сварочного аппарата от воздействия внешних факторов.IP 23S Предохранитель с задержкой срабатывания 40А ?Потребляемая мощность 100%Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.20,7 кВт ?Потребляемая мощность 60%Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.23,7кВт ?Потребляемая мощность 40%Потребляемая мощность (кВа). Параметр, от которого зависит расход электроэнергии при осуществлении работ и, соответственно, ее стоимость.25,8 кВт Pulse Да Double Pulse Да Размер катушки Ø 300 mm/15 kg Проволока 0,6 - 1,6 мм Тип проволоки 0,8/0,9/1,0/1,2/1,6 Fe Тип проволоки 0,8/0,9/1,0/1,2 Cu-Si 3% Тип проволоки 0,8/1,0/1,2/1,6 Cu-Al8 (AlBz8) Тип проволоки 1,2/1,6 Cored Тип проволоки 0,9/1,0/1,2/1,6 Al Тип проволоки 0,8/0,9/1,0/1,2/1,6 Inox Диаметр электрода 1,5-6,0 мм Интернет доступ Да Диапазон регулировки тока 10-520 А ПВ 100% при 40°C 440А ПВ 60% при 40°C 470А ПВ 40% при 40°C 500А -
Комплектация
-
Видео
-
Комплектующие
 Рассрочка 0/0/12
Рассрочка 0/0/12") Быстрый просмотрДостаточноАртикул: 428.05172 500 ₽/штс учетом НДС 22%
Быстрый просмотрДостаточноАртикул: 428.05172 500 ₽/штс учетом НДС 22%") Быстрый просмотрДостаточноАртикул: 206323 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрДостаточноАртикул: 206323 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.04172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.04172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.03172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.03172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.02172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.02172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 428.01172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 428.01172 500 ₽/штс учетом НДС 22%Рассрочка 0/0/12") Быстрый просмотрМногоАртикул: 448115 000 ₽/штс учетом НДС 22%
Быстрый просмотрМногоАртикул: 448115 000 ₽/штс учетом НДС 22%") Быстрый просмотр
Быстрый просмотр") Быстрый просмотр
Быстрый просмотр") Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12") Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12") Быстрый просмотр
Быстрый просмотр") Быстрый просмотрМногоАртикул: 206523 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12
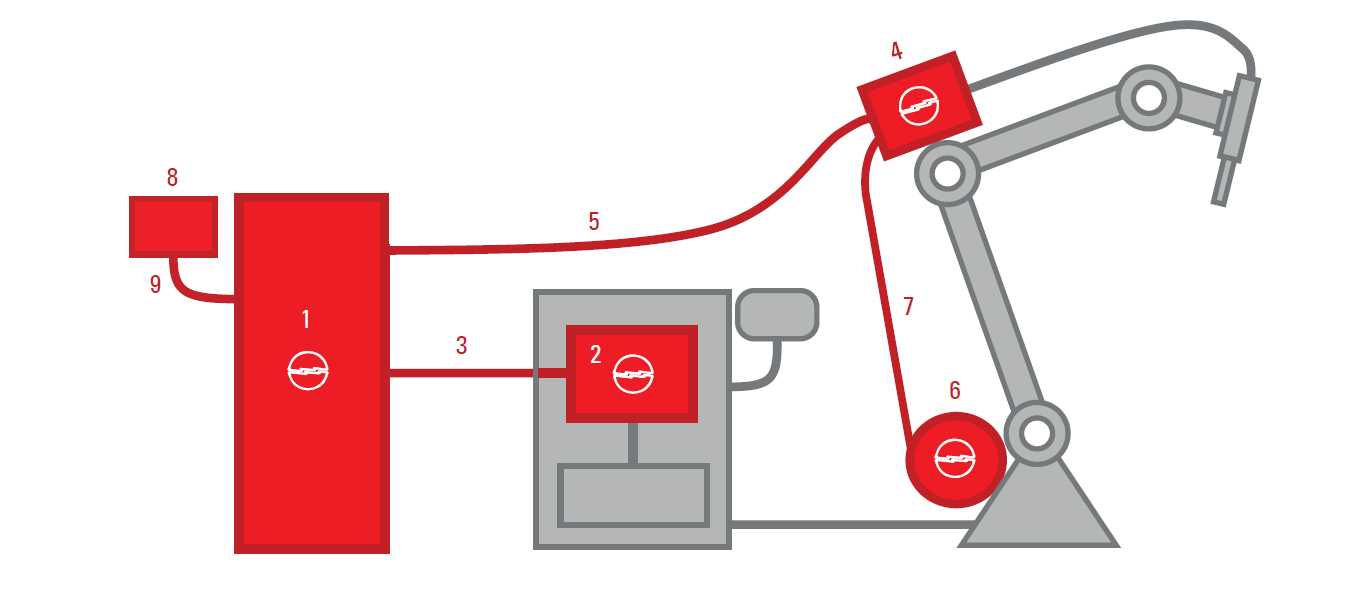
Быстрый просмотрМногоАртикул: 206523 000 ₽/штс учетом НДС 22%Рассрочка 0/0/12, 10м (№5 по схеме для роботов)") Быстрый просмотрМногоАртикул: 2061.10178 480 ₽ /шт184 000 ₽с учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрМногоАртикул: 2061.10178 480 ₽ /шт184 000 ₽с учетом НДС 22%Рассрочка 0/0/12, 5 м (№5 по схеме для роботов)") Быстрый просмотрМногоАртикул: 2061122 705 ₽ /шт126 500 ₽с учетом НДС 22%
Быстрый просмотрМногоАртикул: 2061122 705 ₽ /шт126 500 ₽с учетом НДС 22% -
Комплектующие
 Быстрый просмотрДостаточноАртикул: 205419 550 ₽/штс учетом НДС 22%Рассрочка 0/0/12
Быстрый просмотрДостаточноАртикул: 205419 550 ₽/штс учетом НДС 22%Рассрочка 0/0/12 Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотр
Быстрый просмотр Быстрый просмотр
Быстрый просмотр Быстрый просмотр
Быстрый просмотр Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотр
Быстрый просмотр Быстрый просмотрРассрочка 0/0/12
Быстрый просмотрРассрочка 0/0/12 Быстрый просмотр
Быстрый просмотр -
Документы
Документы
Каталог автоматизированных систем KINGSTAR Размер: 1,1 мб